文章
列表

机床报警A33:步进恢复刀库1,请注意
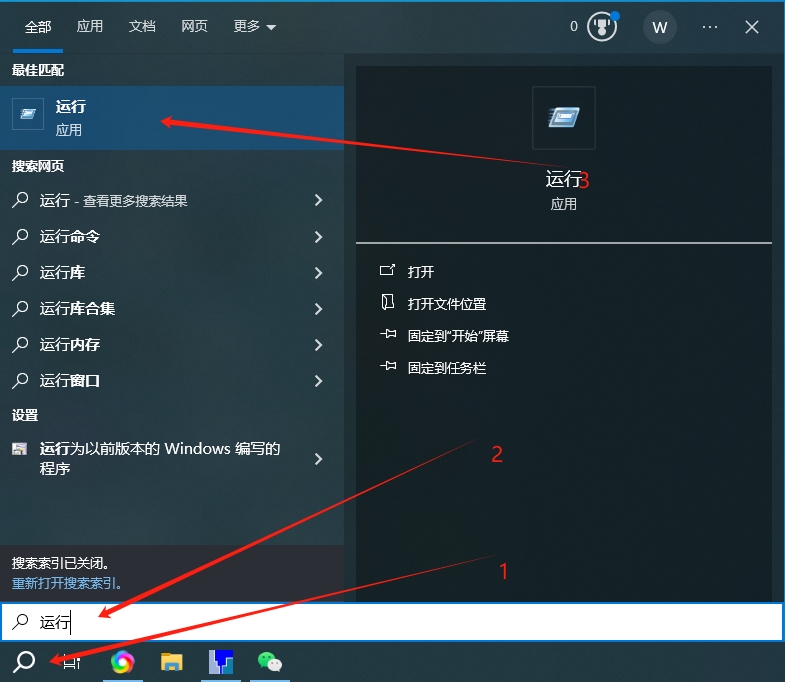
该报警是在机床电池没电后,提示APC抱紧后,只设置XYZ的原点,没有设置换刀点,导致换刀过程中卡刀,并在刀库按下气动换向阀开关使刀库上的刀复位,手动去拧刀库电机,使刀库机械手复位后,还存在的报警。解决方法是:找到K参数,将K00001中所有参数设置为0.K参数根据厂家不同每个参数的作用也不一定相同,请联系厂家或查看维修手册确定K参数作用后再进行操作。k参数的查找步骤如下:1、打开按面板上的系统。2
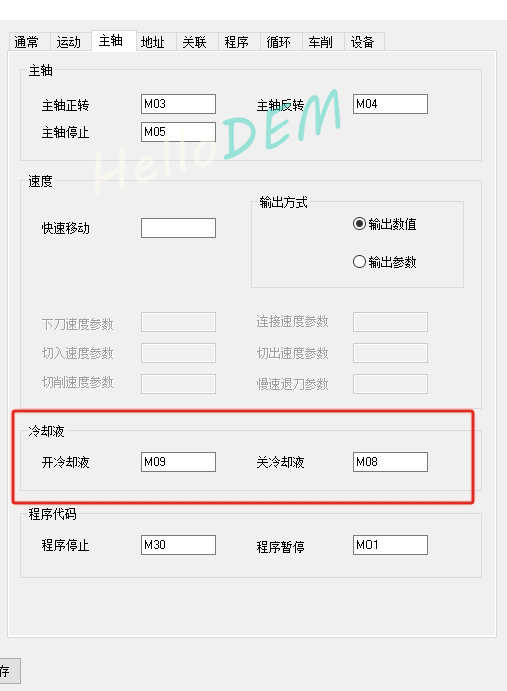
CAXA制造工程师后处理如何修改切削液开关
CAXA制造工程师后处理还是比其他的CAM软件好改的。因为有些场景不需要自动开启切削液,今天介绍如何修改CAXA制造工程师后处理的切削液的开和关。用2023版来示范进入【后置设置】,如图所示在【主轴】选项卡中,将冷却液代码顺序写反即可。而要真正的去修改后处理代码,要在【程序】中找到对应的代码。middle_begin中的cool_on,即是切削液开,23版还有宏变量说明,如果不用宏变量,也可以使用
刻字宏程序使用系统变量读取加工日期
法拉克系统日期的变量为:日期变量:#3011(读取系统当前的日期)时间变量:#3012(读取系统当前的时间)用局部变量引用系统变量比如#1=#3011,(假如今天是2025年3月6日)机床执行此段后,#1=20250306下取整FIX):舍去小数点以下部分上取整(FUP):将小数后部分进位到整数部分#1=#3011;(把当天#3011的值转存到#1中,执行后#1=20250306)
数控操机如何预防撞刀和解决方法
G00移刀的解决方法:G00是机床的快速移动指令,在数控编程中,G00移刀可能导致撞刀或过切的问题,特别是在复杂加工任务中。针对G00移刀问题的解决方法,可以从以下几个方面进行考虑:一、调整指令与参数选择G01进给模式:在需要精确控制刀具移动的情况下,可以选择G01进给模式代替G00。G01指令具有线性插补功能,可以确保刀具在移动过程中按照预定的速度和路径进行切削。同时,为G01指令设置一个相应的
CAXA制造工程师2025新功能
CAXA CAM制造工程师 2025在三大方面实现了升级:一是对功能进行了提升,包括孔加工自动编程,轨迹测量,刀库关联,自定义铣刀,新增切断加工;二是对轨迹进行优化,包括轨迹步距更加均匀,支持最短路径设置,支持轨迹裁剪、轨迹反向、轨迹打断等;三是进行了交互优化,支持输入框智能输入,几何拾取对象顺序调整,车削编程直接拾取模型,多轨迹复制粘贴等。
FANUC加工中心编程极坐标G16实例
极坐标编程是一种在数控编程中常见的坐标转换方式,特别适用于处理圆周或角度相关的加工任务。它将通常的笛卡尔坐标(X,Y)转换为极坐标(半径和角度),这种方式在加工圆形或有旋转对称性的零件时非常有用。下面是一个详细的极坐标编程案例,用于在圆周上钻孔。案例:在圆周上均匀分布钻6个孔假设我们需要在一个直径为100mm的圆周上,均匀分布钻6个孔,孔的中心在圆周上,孔的深度为10mm。使用极坐标编程可以简化这
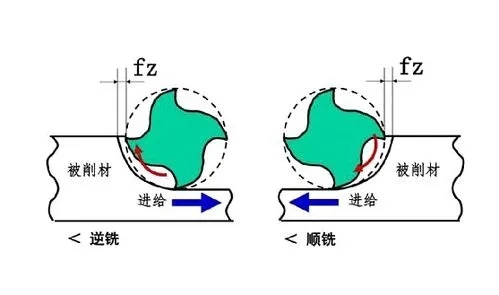
顺铣与逆铣:数控加工中的两种铣削方式及其适用场景与优劣势
在数控加工领域,顺铣与逆铣作为两种核心的铣削方式,各自拥有独特的优势与适用场景。这两种加工方式的选择,直接关乎到加工效率、表面质量、刀具寿命以及机床的稳定性等多个方面。顺铣:高效与稳定的典范顺铣,顾名思义,是指铣刀的切削速度方向与工件的进给方向相同。这种加工方式下,切削刃从工件表面的未加工区域逐渐过渡到已加工区域,其优势显著:减小振动:切削力方向与进给方向一致,有效降低了机床的振动,从而提升了加工
