刻字宏程序使用系统变量读取加工日期 法拉克系统日期的变量为:日期变量:#3011(读取系统当前的日期)时间变量:#3012(读取系统当前的时间)用局部变量引用系统变量比如#1=#3011,(假如今天是2025年3月6日)机床执行此段后,#1=20250306下取整FIX):舍去小数点以下部分上取整(FUP):将小数后部分进位到整数部分#1=#3011;(把当天#3011的值转存到#1中,执行后#1=20250306) 文章 2025年03月06日 3 点赞 0 评论 1952 浏览
数控车床椭圆宏程序编制及应用加工 FANUC数控车床加工椭圆的宏程序解析用宏程序编椭圆,首先要知道的是椭圆公式和里面的常数a,b和求解数x,z。a,b是常数,a是椭圆长半轴,b是椭圆短半轴。标注椭圆时,会在图纸给出,通过椭圆公式,把Z设为常数,或者说是宏程序的变量值,从椭圆的起点设为z为0,每次Z方向增加0.1mm,求出X来,让刀具按G01走刀,椭圆轮廓由此加工而来。毛坯为Φ50*46mm.程序如下:S800 M3 T0101 F 文章 2022年12月08日 1 点赞 0 评论 3194 浏览
加工中心宏程序自动刻字工件编号和时间 1、系统时间变量FANUC系统为:#3011默认格式为XXXXXXXX,如20221208,中间没有连接符,若需连接符可根据函数匹配添加。2、子程序将0-9数字的铣削加工分别编制子程序,通过数字匹配对应的程序进行顺序加工。O1000 主程序(PROGRAM NAME )(DATE, Day-Month-Year )G0G17G40G49G80G90(TOOL - 11 DIA. OFF. - 11 文章 2022年12月08日 0 点赞 0 评论 3488 浏览
用G66调用宏程序加工孔的数控编程实例 模态调用格式为G66 P- L- <自变量表>;式中字母含义同前。模态调用可多次调用,每次调用L次,不仅在G66所在程序段中调用,也在后续程序中调用,直到出现G67指令为止。对图所示的零件,用G66调用宏程序完成加工的程序如下:%1000;主程序G54 G90 G0 G17 G40;Z50 M03 M07 S1000;X-150 Y-50;G66 P9012;G0 X-150 Y50 文章 2023年03月19日 0 点赞 0 评论 2365 浏览
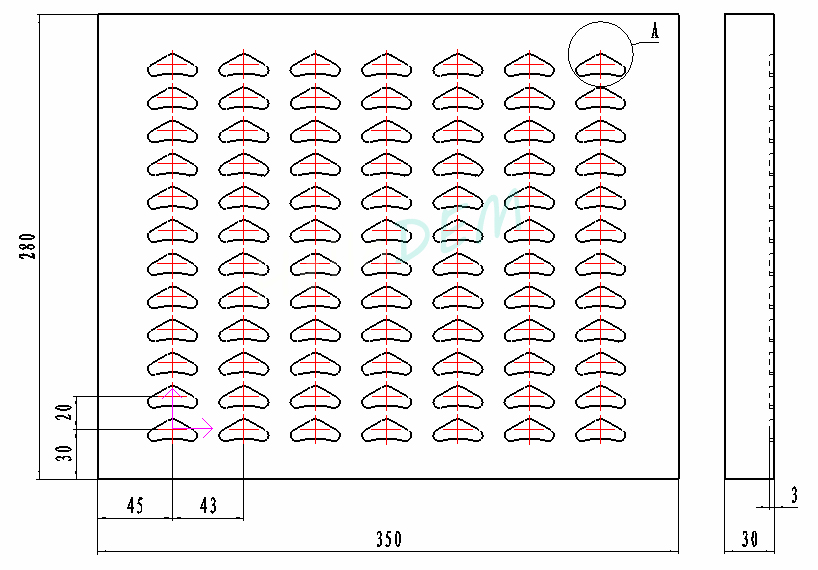
加工中心宏程序编程应用案例,相似零件加工 在数控加工编程中,尽管当前CAD/CAM 软件已经非常普及,但使用宏编程可以提供更灵活的编程方式,它可以使我们的编程工作变得非常简单、高效,积累更多的编程经验。 不同的数控系统会提供不同的宏程序编写格式,甚至不同的系统型号也会有所差异,但是在编程思路与技巧上是一致的,本文分享FANUC系统一个相似零件加工的宏程序编程应用案例,如下图所示。 毛坯:350×280 文章 2022年11月26日 0 点赞 0 评论 1959 浏览