如何利用分中棒或寻边器自动找正工件并进行自动对刀参数的输入,这里做了一个宏程序来实现。(适用FANUC 0i Mate-MC系统)
一、原理
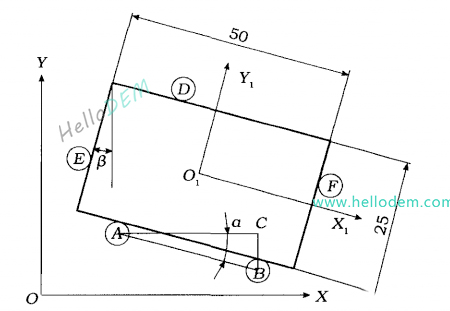
当工件的摆放与机床的坐标系存在一定的角度时,在传统的机械加工技术模式下,必须先找正再加工。工件角度及位置测量图如图所示。在工件坐标系X1O1Y1中平行于Y1轴的每边任意取一点(即点E和点F);在平行于轴的一边任取一点(即点D),另一边任取两点(即点A和点B)进行测量。
本文提出的方法是通过分中棒或寻边器自动寻找工件的位置与姿态,并将获得的参数输入到机床中,通过程序进行后置处理。为实现自动找正,必须解决的主要问题是自动寻找并得出工件装夹后的实际位置与加工程序设定的理想位置之间所需旋转的角度。
二、编程
自动找正程序如下 :
%
O0001 自动找正程序
#101=#5021 将点E的机床坐标X值赋于#101
M00 手动,将寻边器移到工件的点F
#102=#5021 自动,将点F的机床坐标X值赋于#102
M00 手动 ,将寻边器移到工件的点D
#113=#5022 自动,将点D的机床坐标Y值赋于#113
M00 手动,将寻边器移到工件的点A
#104=#5021 自动,将点A的机床坐标X值赋于#104
#114=#5022 将点A的机床坐标Y值赋于#114
M00 手动,将寻边器移到工件的点B
#105=#5021 自动,将点B的机床坐标X值赋于#105
#115=#5022 将点B的机床坐标Y值赋于#l15
IF[#19 EQ #0]THEN #19=1; 如果参数S没有赋值,则将1赋于S
#3=[#102-#101]/2+#101 将点E和点F的X值求取中间值,即“分中”的X坐标
#4=[#114-#l13]/2+#113 将点D和点A的Y值求取中间值,即“分中”的Y坐标
#5=ATAN[#l15-#114]/[#105-#l04] 求得旋转角度
#[250l+#19]=#3 将求得的X坐标写入到对应的G54~G59坐标系中
#[260l+#19]=#4 将求得的Y坐标写入到对应的G54~G59坐标系中
#515=#5 将角度值存人全局变量中,以便程序调用
M02
%
运行完以上程序后,将得到工件坐标系原点的机床坐标和旋转角度,在调用工件的程序进行加工时,采用G68X0Y0R#515语句,按照R#515中的角度将程序中的坐标值进行旋转,使它与工件旋转角度一致。


发表评论 取消回复