用G66调用宏程序加工孔的数控编程实例 模态调用格式为G66 P- L- <自变量表>;式中字母含义同前。模态调用可多次调用,每次调用L次,不仅在G66所在程序段中调用,也在后续程序中调用,直到出现G67指令为止。对图所示的零件,用G66调用宏程序完成加工的程序如下:%1000;主程序G54 G90 G0 G17 G40;Z50 M03 M07 S1000;X-150 Y-50;G66 P9012;G0 X-150 Y50 文章 2023年03月19日 0 点赞 0 评论 2365 浏览
加工中心铣削内螺纹宏程序实例 铣内螺纹路径:T1M6M3 S1000G0 G90 G54 X0. Y0.#101=24 (LUO WEN SHEN DU) 螺纹深度#102=2 (LUO JU) 螺距#103=76 (LUO WEN DA JING) 螺纹大径#104=31 (DAO JING) 刀具直径#105=0#106=[#103-#104]/2G43 Z50. H1 M8Z[#102+5]G1 Z-#101 F200G 文章 2023年03月30日 3 点赞 0 评论 4873 浏览
CNC加工中心撞刀原因分析 由于CNC加工中心其是采用软件进行锁住的,在模拟加工时,当按下自动运行按钮时在模拟界面并不能直观地看到机床是否已锁住。模拟时往往又没有对刀,如果机床没有锁住运行,极易发生撞刀。所以在模拟加工前应到运行界面确认一下机床是否锁住。加工时忘记关闭空运行开关。 由于在程序模拟时,为了节省时间常常将空运行开关打开。空运行指的是机床所有运动轴均以G00的速度运行。如果在加工时空运行开关没 文章 2023年04月06日 0 点赞 0 评论 1799 浏览
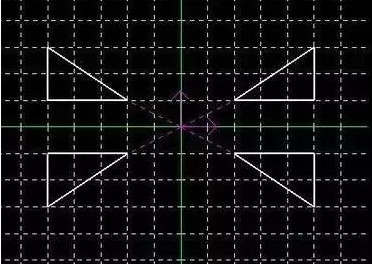
Fanuc加工中心G51.1镜像指令 指令格式:G51.1 XYZG50.1G51.1建立可编程镜像指令;G50.1取消可编程镜像指令;X、 Y、Z为镜像中心的坐标值或镜像轴;编程案例:主程序O1G90G54G40G0Z100M3S3000X0Y0M98P2G51.1X0M98P2G51.1Y0M98P2G50.1X0M98P2G50.1Y0M5M30子程序O2G0X20Y10Z5G1Z-5F25G1X50F5 文章 2023年04月11日 3 点赞 0 评论 4901 浏览
加工中心半圆指令,圆弧加工实例 指令格式: G02:顺时针圆弧插补 G03:顺时针圆弧插补 根据所选择的X、Y平面,指令格式如下两种: G17 G02/G03 X_ Y_ I_ J_ F_; G17 G02/G03 X_ Y_ R_ F_; 定义方式: 依右手坐标系统,视线朝向平面垂直轴的正方向往负方向看,顺时针为G02,逆时针为G03 文章 2023年04月12日 1 点赞 0 评论 4437 浏览
用ChatGpt编写加工中心程序发现,AI替代不了工艺员 ChatGpt很火,不知道用在加工中心编程上会是怎样的体验。 现在网上随便一搜ChatGpt,结果都不是原生的,毕竟需要翻墙才行。不过试用之后,国内的AI也是可以的,不知道是不是套着OpenAI的壳。第一次玩,试了个简单的问题(操作太快,手跟不上脑,字打错): 写一个用直线10mm铣刀加工110正方形状的数控机床FANUC系统的加工程序 第一次回复是 文章 2023年04月13日 0 点赞 0 评论 4436 浏览
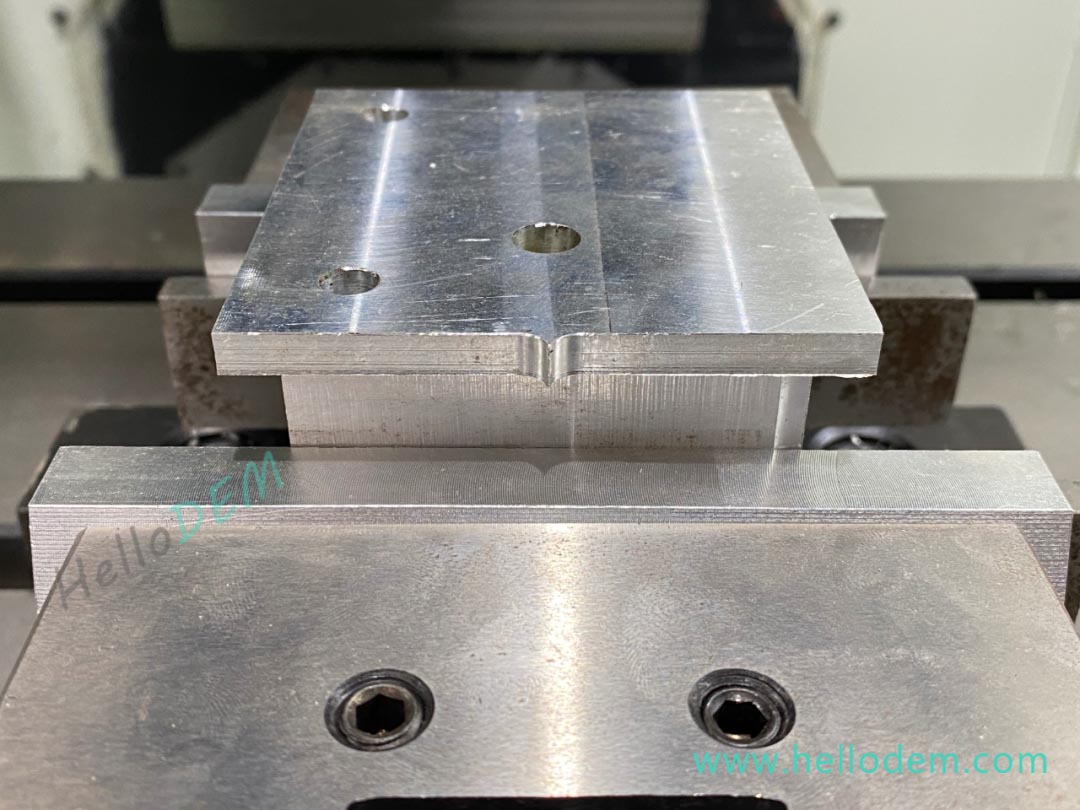
加工中心百分表分中对刀案例分享 分中就是找加工工件零点,建立工件坐标系的过程,也叫对刀。如果分中不准,则会导致加工出现误差甚至工件报废,因此熟练掌握分中技巧是每个CNC操作人员必备技能。 案例分析: 查看上图,工件上方外轮廓与下方夹持外轮廓并不一致,已知他们的中心位置并不在同一位置,现在我们需要获取下方夹持图形的中心作为我们G54坐标零点,通过现有的手法利用寻边器分中没办法触碰到夹持轮廓的壁边! 文章 2023年04月27日 0 点赞 0 评论 2614 浏览
加工中心实操编程指令详解 1.暂停指令G04X(U)_/P_是指刀具暂停时间(进给停止,主轴不停止),地址P或X后的数值是暂停时间。X后面的数值要带小数点,否则以此数值的千分之一计算,以秒(s)为单位,P后面数值不能带小数点(即整数表示),以毫秒(ms)为单位。例如,G04X2.0;或G04X2000;暂停2秒G04P2000;但在某些孔系加工指令中(如G82、G88及G89),为了保证孔底的精糙度,当刀具加工至孔底时需有 文章 2023年04月29日 0 点赞 0 评论 2057 浏览
加工中心机床型号命名规则国标及常见品牌机床型号 标准号:GB/T 15375-2008中文标准名称:金属切削机床 型号编制方法英文标准名称:Metal-cutting machine tools - Method of type designation标准状态:现行原文地址:https://openstd.samr.gov.cn/bzgk/gb/newGbInfo?hcno=B247CC533A14F06E4D255A3B3CB1B682在国家 文章 2023年05月05日 0 点赞 0 评论 6529 浏览