ChatGpt很火,不知道用在数控CNC机床加工中心编程上会是怎样的体验。
现在网上随便一搜ChatGpt,结果都不是原生的,毕竟需要翻墙才行。不过试用之后,国内的AI也是可以的,不知道是不是套着OpenAI的壳。
第一次玩,试了个简单的问题(操作太快,手跟不上脑,字打错):
写一个用直线10mm铣刀加工110正方形状的数控机床FANUC系统的加工程序
第一次回复是这样的程序内容:

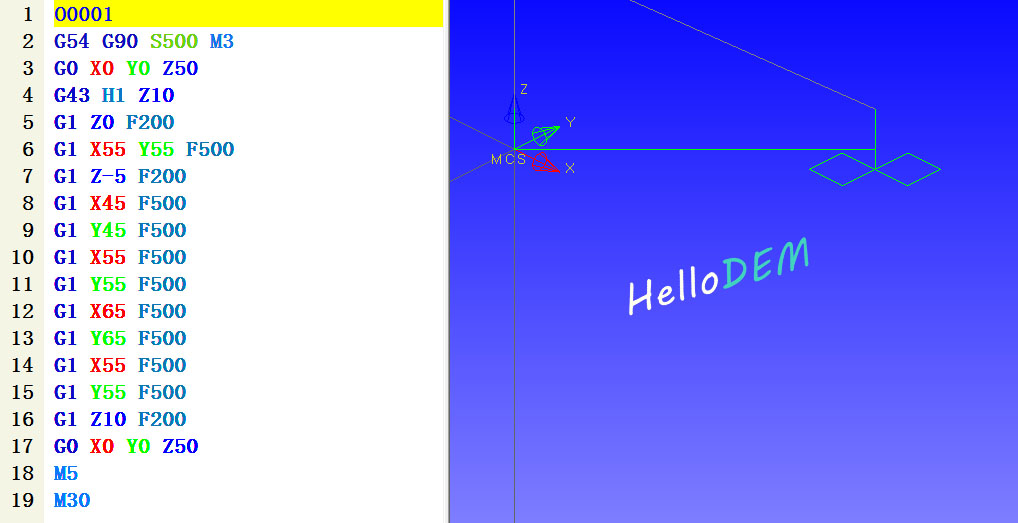
O0001(程序号) G54 G90 S500 M3(工件坐标系、绝对坐标、主轴转速500转/分、主轴正转) G0 X0 Y0 Z50(快速定位到工件原点上方50mm处) G43 H1 Z10(刀具长度补偿,刀具号1,Z向偏移10mm) G1 Z0 F200(切削进给,Z向下移动至工件表面,进给速度200mm/min) G1 X55 Y55 F500(切削进给,沿X、Y轴移动至110正方形的中心点,进给速度500mm/min) G1 Z-5 F200(切削进给,Z向下移动5mm,进给速度200mm/min) G1 X45 F500(切削进给,沿X轴移动至左下角,进给速度500mm/min) G1 Y45 F500(切削进给,沿Y轴移动至右下角,进给速度500mm/min) G1 X55 F500(切削进给,沿X轴移动至中心点,进给速度500mm/min) G1 Y55 F500(切削进给,沿Y轴移动至中心点,进给速度500mm/min) G1 X65 F500(切削进给,沿X轴移动至右上角,进给速度500mm/min) G1 Y65 F500(切削进给,沿Y轴移动至右上角,进给速度500mm/min) G1 X55 F500(切削进给,沿X轴移动至中心点,进给速度500mm/min) G1 Y55 F500(切削进给,沿Y轴移动至中心点,进给速度500mm/min) G1 Z10 F200(切削进给,Z向上移动至离工件表面10mm处,进给速度200mm/min) G0 X0 Y0 Z50(快速移动至工件原点上方50mm处) M5 M30(主轴停止、程序结束)
用CAXA编程助手模拟刀具路径,可以看出以上程序不能完成所需加工。
第二次优化问题;
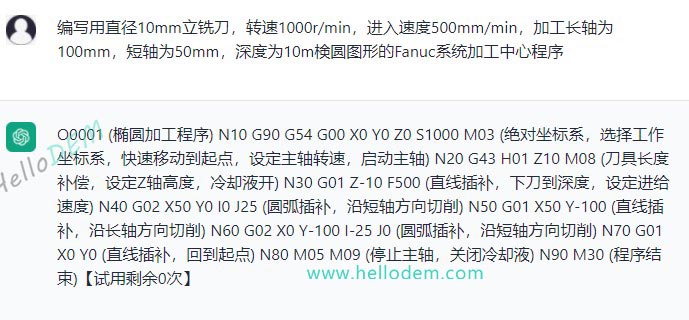
编写用直线10mm立铣刀,转速1000r/min,进入速度500mm/min,加工长度为100mm,深度为10mm的发那科系统加工中心程序
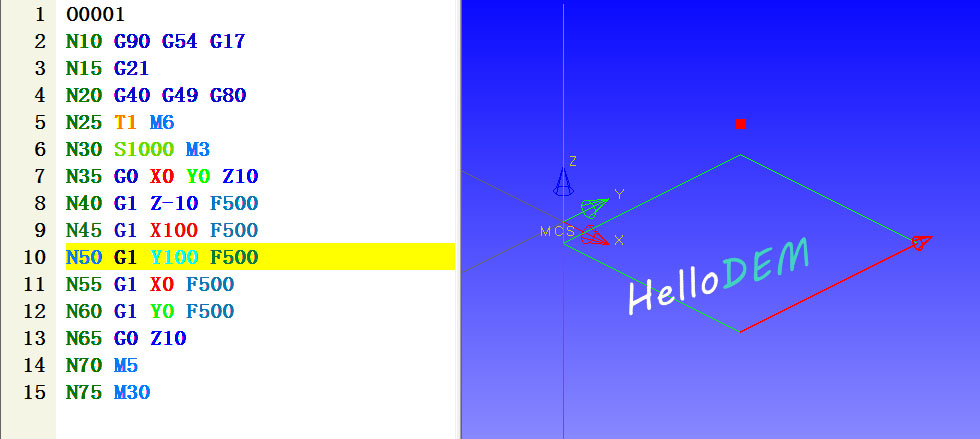
O0001 (程序号) N10 G90 G54 G17 (绝对坐标系,工件坐标系,XY平面选择) N15 G21 (以毫米为单位) N20 G40 G49 G80 (取消半径补偿,取消刀具长度补偿,取消循环) N25 T1 M6 (选择刀具1,刀具长度补偿归零) N30 S1000 M3 (主轴转速1000转/分,正转) N35 G0 X0 Y0 Z10 (快速移动到起点,Z轴上升10mm) N40 G1 Z-10 F500 (沿Z轴下降10mm,进给速度500毫米/分钟) N45 G1 X100 F500 (沿X轴移动100mm,进给速度500毫米/分钟) N50 G1 Y100 F500 (沿Y轴移动100mm,进给速度500毫米/分钟) N55 G1 X0 F500 (沿X轴移动回起点,进给速度500毫米/分钟) N60 G1 Y0 F500 (沿Y轴移动回起点,进给速度500毫米/分钟) N65 G0 Z10 (快速移动到安全高度,Z轴上升10mm) N70 M5 (主轴停止) N75 M30 (程序结束)

CAXA编程助手模拟该程序刀具路径
蹭着还有一次试用机会,发送一个椭圆程序,还是不能生成。
总结,在机加工领域,如果ChatGpt只能回答采用文字描述形式的问题,肯定不能像CAM软件一样帮助操作人员自动编程。而对于简单的编程案例,ChatGpt需要用文字描述完整的条件才能做出正确的回答。
ChatGpt需要一定的问题积累,去自主进化,现在对于机加工领域缺少样本,后期可能会有自动识图功能,安排工艺,确定加工参数...AI完全代替人工



发表评论 取消回复