加工中心实操编程指令详解 1.暂停指令G04X(U)_/P_是指刀具暂停时间(进给停止,主轴不停止),地址P或X后的数值是暂停时间。X后面的数值要带小数点,否则以此数值的千分之一计算,以秒(s)为单位,P后面数值不能带小数点(即整数表示),以毫秒(ms)为单位。例如,G04X2.0;或G04X2000;暂停2秒G04P2000;但在某些孔系加工指令中(如G82、G88及G89),为了保证孔底的精糙度,当刀具加工至孔底时需有 文章 2023年04月29日 0 点赞 0 评论 2057 浏览
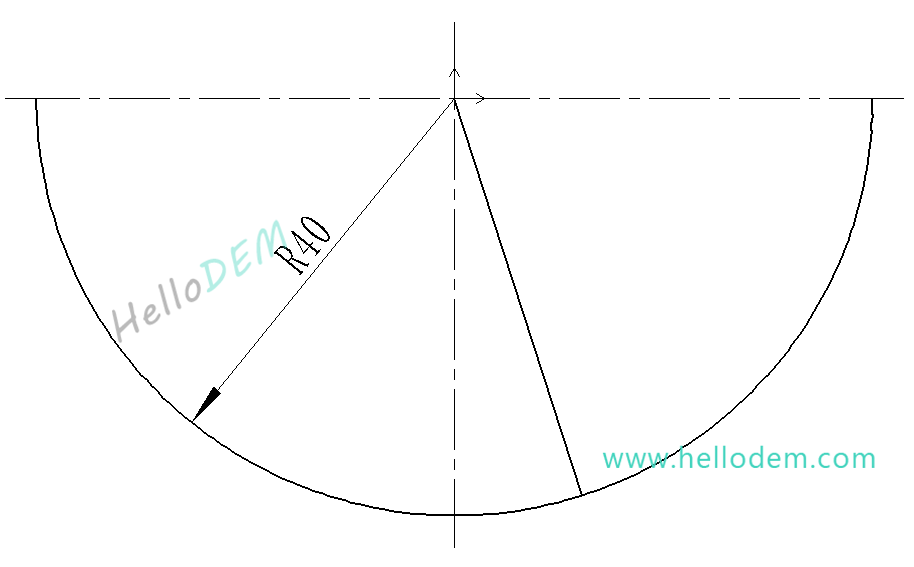
加工中心球面加工实例和误差消除方法 球面加工是加工中心非常普遍的一种加工工序。普通机床不能像加工中心一样可以进行数控编程,因此不能实现对刀行走的自动控制,不能对球面进行直接加工。接下来小编以内球加工为例,给大家讲讲如何进行球加工和球加工常遇到的误差问题。内球加工图示为对刀方便,宏程序编程零点在球面最高处中心,采用从下向上进刀方式。走刀编程分为:立铣刀加工宏程序号为%9015,球刀加工宏程序号%9016。以下是参数的具体设置。%901 文章 2023年05月15日 0 点赞 0 评论 2080 浏览
加工中心刀柄的正确选择和应用 刀柄是加工中心切削工具的重要组成部分,其正确选择和应用对加工质量和效率起着至关重要的作用。首先,在选择刀柄时,需要考虑以下几个因素:1. 刀柄材质:刀柄需要具备足够强度和韧性,通常采用合金钢或碳钢制造。2. 刀柄直径和长度:需要根据实际加工需要和加工中心主轴的规格选择合适的刀柄直径和长度。3. 刀柄面型:刀柄面型有直柄、螺纹柄、圆锥柄、柄座等,需要根据加工中心切削工具的连接方式选择合适的刀柄面型。 文章 2023年05月08日 0 点赞 0 评论 2177 浏览
立式加工中心作业指导书,CNC数控从业者查看 立式加工中心作业指导书1.目的规范设备操作,提高操作员和设备的安全系数,确保设备正确使用、维护、保养,追求设备使用效率最大化,提高企业的生产能力和经济效益。2.适用范围本手册适用于车间立式加工中心。3.加工适应性本车间立式加工中心主要用来加工缸头,法兰,异形件及专用工、量,夹等。设备的具体加工适应范围详见<立式加工中心PRO-1000技术参数表>。4.安全操作规程4.1机床通电后,检查 文章 2023年05月07日 0 点赞 0 评论 2196 浏览
用G66调用宏程序加工孔的数控编程实例 模态调用格式为G66 P- L- <自变量表>;式中字母含义同前。模态调用可多次调用,每次调用L次,不仅在G66所在程序段中调用,也在后续程序中调用,直到出现G67指令为止。对图所示的零件,用G66调用宏程序完成加工的程序如下:%1000;主程序G54 G90 G0 G17 G40;Z50 M03 M07 S1000;X-150 Y-50;G66 P9012;G0 X-150 Y50 文章 2023年03月19日 0 点赞 0 评论 2365 浏览
五轴加工中心实训报告 五轴加工中心实训报告一、填空题1、五轴联动数控加工主要指在一台机床上至少有 5 个坐标轴(三个直线坐标和两个旋转坐标),并且5个轴可以同时插补进行零件加工,主要分为 双转台 、 转台加摆头 、 双摆头 三种2、五轴依据联动轴摆动机构不同,可以分为 工作台摆动式 和 主轴摆动式 。3、计算机辅助制造的英文缩写是 CAM。4、封闭区域宜采用 螺旋进刀 切入。5、在加工过程中, 我们会用到许多装夹工具, 文章 2023年09月06日 0 点赞 0 评论 2514 浏览
加工中心机床15种常见故障诊断与维修方法 一、手轮故障 原因: 1.手轮轴选择开关接触不良 2.手轮倍率选择开关接触不良 3.手轮脉冲发生盘损坏 4.手轮连接线折断 解决对策: 1.进入系统诊断观察轴选开关对应触点情况(连接线完好情况),如损坏更换 开关即可解决 2.进入系统诊断观察倍率开关对应触点情况(连接线完好情况), 文章 2022年11月27日 0 点赞 0 评论 2520 浏览
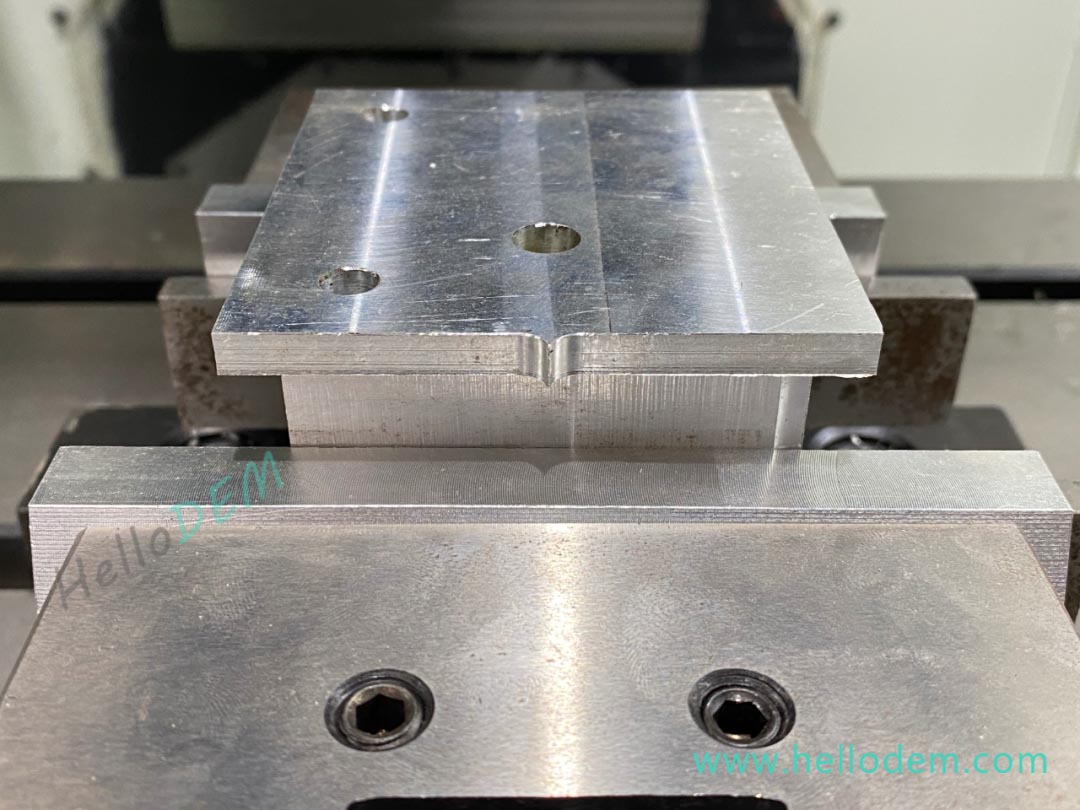
加工中心百分表分中对刀案例分享 分中就是找加工工件零点,建立工件坐标系的过程,也叫对刀。如果分中不准,则会导致加工出现误差甚至工件报废,因此熟练掌握分中技巧是每个CNC操作人员必备技能。 案例分析: 查看上图,工件上方外轮廓与下方夹持外轮廓并不一致,已知他们的中心位置并不在同一位置,现在我们需要获取下方夹持图形的中心作为我们G54坐标零点,通过现有的手法利用寻边器分中没办法触碰到夹持轮廓的壁边! 文章 2023年04月27日 0 点赞 0 评论 2614 浏览
五轴加工中心操作指南 五轴加工中心指南一、坐标系为了准确地描述机床运动方向,简化程序编制方法,根据国标JB3051-82,对数字控制机床坐标系方向的命名:不论机床的具体结构是工件静止、刀具运动,还是工件运动、刀具静止,数控机床的坐标运动指的是刀具相对于工件的运动,即规定以工件为基准,假定工件不动,刀具运动的原则。即以刀具的运动轨迹来编程。机床运动部件运动方向的规定:机床坐标系位置与机床类型有关,JB3051——82规定 文章 2023年09月06日 0 点赞 0 评论 2646 浏览