加工中心铣削内螺纹宏程序实例 铣内螺纹路径:T1M6M3 S1000G0 G90 G54 X0. Y0.#101=24 (LUO WEN SHEN DU) 螺纹深度#102=2 (LUO JU) 螺距#103=76 (LUO WEN DA JING) 螺纹大径#104=31 (DAO JING) 刀具直径#105=0#106=[#103-#104]/2G43 Z50. H1 M8Z[#102+5]G1 Z-#101 F200G 文章 2023年03月30日 3 点赞 0 评论 4873 浏览
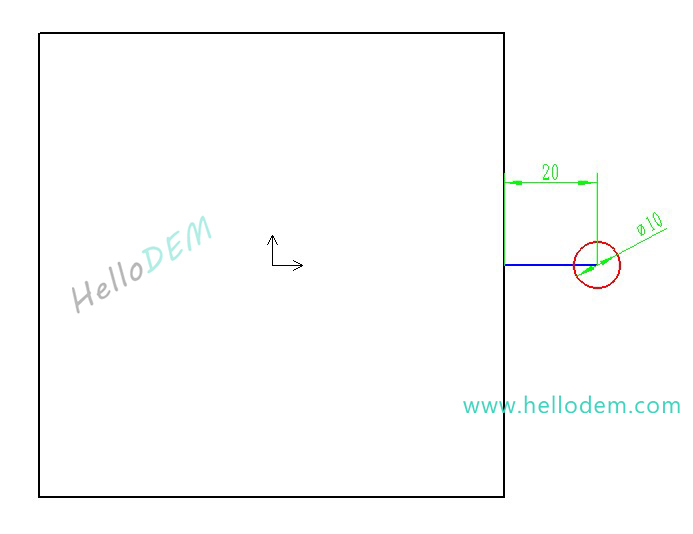
加工中心G41或G42中发生干涉的报警原因及解决方案 加工中心不管是手工编程还是电脑自动编程生成G代码后,出现G41或G42中发生干涉的报警原因: G41/G42建立道具半径补偿需要XY移动,或者移动的距离小于填入的刀具半径补偿值。 解决问题的方法时优化程序,建立刀具半径补偿时进行XY移动,移动距离必须大于刀具半径值,就是说定位的位置在工件外,靠近工件时建立刀具半径补偿。 如上图所示,刀具直径10mm,起刀点定位距离工 文章 2022年12月10日 2 点赞 0 评论 12265 浏览
加工中心刀库换刀时,机械臂卡刀的处理方法(视频教程) 1、刀具未拔下时的处理方法 (1)松开电机上的刹车装置,用活动扳手旋转电机上的外六角,一般旋转的方向和刀臂的卡死的方向相同,总之就是让自动换刀的刀臂脱离加工中心的主轴。电机刹车装置如下图箭头所示,松开方向与箭头方向一致。加工中心机械臂电机,来源网络 (2)在刀臂脱离主轴时,如果主轴上有刀具可以听见漏气声,也就是主轴处于松刀时的状态,这时要注意,刀具会有掉落情况的发生,损坏工作台或这工 文章 2022年12月10日 0 点赞 0 评论 3449 浏览
加工中心宏程序自动刻字工件编号和时间 1、系统时间变量FANUC系统为:#3011默认格式为XXXXXXXX,如20221208,中间没有连接符,若需连接符可根据函数匹配添加。2、子程序将0-9数字的铣削加工分别编制子程序,通过数字匹配对应的程序进行顺序加工。O1000 主程序(PROGRAM NAME )(DATE, Day-Month-Year )G0G17G40G49G80G90(TOOL - 11 DIA. OFF. - 11 文章 2022年12月08日 0 点赞 0 评论 3488 浏览
CAXACAD2023 CAXA 3D实体设计:http://cad.caxa.com/pc/function3dCAXACAD电子图板:http://cad.caxa.com/pc/function2dCAXACAPP工艺图表:http://cad.caxa.com/pc/functionCappCAXA 3D实体设计2023版本提供工程和创新两种应用模式,新增添加主页选项卡,新增“除料”、“曲 下载中心 2022年12月07日 0 点赞 0 评论 1882 浏览
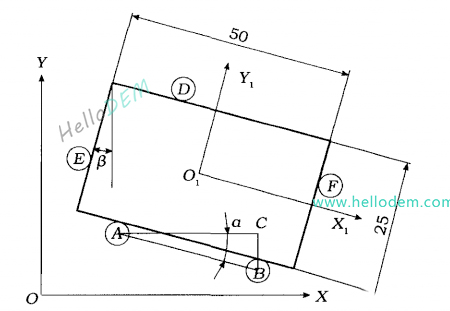
加工中心使用宏程序自动找正的方法 如何利用分中棒或寻边器自动找正工件并进行自动对刀参数的输入,这里做了一个宏程序来实现。(适用FANUC 0i Mate-MC系统)一、原理当工件的摆放与机床的坐标系存在一定的角度时,在传统的机械加工技术模式下,必须先找正再加工。工件角度及位置测量图如图所示。在工件坐标系X1O1Y1中平行于Y1轴的每边任意取一点(即点E和点F);在平行于轴的一边任取一点(即点D),另一边任取两点(即点A和点B)进行 文章 2022年12月04日 0 点赞 0 评论 2289 浏览
加工中心分立式加工中心卧式加工中心龙门 加工中心按主轴与工作台相对位置可以分为立式加工中心和卧式加工中心。1、卧式加工中心特点:卧式加工中心的主轴轴线为水平设置。卧式加工中心具有3~5个运动坐标,常见的是三个直线运动坐标加一个回转运动坐标(回转工作台),它能在工件一次装夹后完成除安装面和顶面以外的其余四个面的加工。分类:固定立柱式和固定工作台式。应用:最适合加工箱体类工件。2、立式加工中心特点:立式加工中心主轴的轴线为垂直设置。立式加工 文章 2022年11月29日 0 点赞 0 评论 1746 浏览
加工中心通用铣螺纹宏程序 使用G03/G02三轴联动走螺旋线,刀具沿工件表面(孔壁或圆柱外表)切削。螺旋插补一周,刀具Z向负方向走一个螺距量。编程原理:G02 Z-2.5 I3.Z-2.5等于螺距为2.5mm假设刀具半径为5mm则加工M16的右旋螺纹优势使用了三轴联动数控铣床或加工中心进行加工螺纹,相对于传统螺纹加工1、如螺距为2的螺纹铣刀可以加工各种公称直径,螺距为2mm的内外螺纹2、采用铣削方式加工螺纹,螺纹的质量比传 文章 2022年11月29日 0 点赞 0 评论 1917 浏览
世界技能大赛数控车和数控铣项目中国队夺得两枚金牌 2022年世界技能大赛正在全球15个国家展开激烈角逐,今年的比赛共设62个比赛项目。中国共派出36名选手,参加其中34个项目的比赛。当地时间16日,在德国举行的“特别赛”当中,数控车和数控铣项目比赛结果揭晓,中国队夺得两枚金牌。△中国选手周楚杰获得数控铣项目金牌金牌选手周楚杰简介:● 2020年,获得全国第一届职业技能大赛数控铣项目广东省选拔赛二等奖,获得第一届全国技能大赛数控铣项目全国机械选拔赛 文章 2022年11月28日 1 点赞 0 评论 1616 浏览
加工中心机床15种常见故障诊断与维修方法 一、手轮故障 原因: 1.手轮轴选择开关接触不良 2.手轮倍率选择开关接触不良 3.手轮脉冲发生盘损坏 4.手轮连接线折断 解决对策: 1.进入系统诊断观察轴选开关对应触点情况(连接线完好情况),如损坏更换 开关即可解决 2.进入系统诊断观察倍率开关对应触点情况(连接线完好情况), 文章 2022年11月27日 0 点赞 0 评论 2520 浏览