加工中心硬轨和线轨的区别 一、硬轨的优点 1、能够承受更大的载荷,适合大刀量,大进给的粗加工机床。 2、因为导轨的接触面积大,机床运行更加平稳,适合对机床振动要求较高的机床,例如磨床等。 二、硬轨的缺点 1、材质不均匀,因为一般是铸造成型,所以材质中容易产生夹砂,气孔,疏松等铸造缺陷,导轨面若存在这些缺陷,对导轨的使用寿命和机床精度都是很不利的影响。 2、加工难度较大,因为这种类型的导轨一般是 文章 2022年12月07日 0 点赞 0 评论 2209 浏览
机加工工艺分类,机加工费用报价方法 一、加工设备1. 普通车床车床主要用于加工轴、盘、套和其他具有回转表面的工件,是机械制造中使用最广的一类机床加工。(能实现精度0.01mm).2. 普通铣床它可以加工平面、沟槽,也可以加工各种曲面、齿轮等,还能加工比较复杂的型面。(能实现精度0.05mm).3. 磨床磨床是对工件表面进行磨削加工的机床。大多数的磨床是使用高速旋转砂轮进行磨削加工,少数的是使用油石、砂带等其他磨具和游离磨料进行加工, 文章 2022年12月05日 0 点赞 0 评论 1655 浏览
数控车床加工螺纹时常见故障及解决方法 螺纹是在圆柱或圆锥表面上,沿着螺旋线所形成的具有相同剖面和规定牙型的连续凸起和沟槽。在各种机械产品中,带有螺纹的零件应用广泛。它主要用作连接零件、紧固零件、传动零件和测量用的零件等等。在数控车床上加工螺纹是比较常用的加工方法之一。数控车床上加工螺纹以加工精度高、产品统一性好、加工范围广等优势在机械加工中占有越来越重要的地位。本文从实际应用出发,阐述了在数控车床上加工螺纹时,由于设备、刀具或者操作人 文章 2022年12月05日 1 点赞 0 评论 2638 浏览
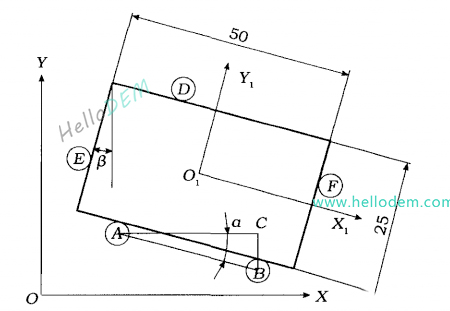
加工中心使用宏程序自动找正的方法 如何利用分中棒或寻边器自动找正工件并进行自动对刀参数的输入,这里做了一个宏程序来实现。(适用FANUC 0i Mate-MC系统)一、原理当工件的摆放与机床的坐标系存在一定的角度时,在传统的机械加工技术模式下,必须先找正再加工。工件角度及位置测量图如图所示。在工件坐标系X1O1Y1中平行于Y1轴的每边任意取一点(即点E和点F);在平行于轴的一边任取一点(即点D),另一边任取两点(即点A和点B)进行 文章 2022年12月04日 0 点赞 0 评论 2287 浏览
手动钻削时,提高钻孔精度的方法 一、钻孔的基本概念一般情况下,钻孔是指用钻头在产品表明上加工孔的一种加工方式。一般而言,钻床上对产品进行钻孔加工时,钻头应同步完结两个运动:①主运动,即钻头绕轴线的旋转运动(切削运动);②次要运动,即钻头沿着轴线方向对着工件的直线运动(进给运动)。在钻孔时,因为钻头结构上存在缺点,会对产品加工过的地方留下痕迹,影响工件加工质量,且加工精度一般在IT10级以下,表面粗糙度为Ra12.5μm左右,属于 文章 2022年12月04日 0 点赞 0 评论 1835 浏览
加工中心出现接刀痕的原因分析 605mm×425mm的工件表面,采用沿轴方向平行铣的加工方式,出现在两刀的交接处有明显的接刀痕迹,用手摸时有明显的台阶感,不能满足设计要求。原因分析:1.不合理的切削参数切削参数与工件变形有较大关系,切削量大、进给速度快,工件表面受刀具挤压变形大,接刀痕迹就明显。反之,则不明显。为此,在表面精加工时,选择加工余量0.5mm,进给速度300m/min,但仍未能取得明显效果,接刀痕迹实测仍有5~6μ 文章 2022年12月01日 0 点赞 0 评论 3776 浏览
数控机床定位精度检测的几种方式 数控机床定位精度,是指机床各坐标轴在数控装置控制下运动所能达到的位置精度。数控机床的定位精度又可以理解为机床的运动精度。普通机床由手动进给,定位精度主要决定于读数误差,而数控机床的移动是靠数字程序指令实现的,故定位精度决定于数控系统和机械传动误差。机床各运动部件的运动是在数控装置的控制下完成的,各运动部件在程序指令控制下所能达到的精度直接反映加工零件所能达到的精度,所以,定位精度是一项很重要的检测 文章 2022年12月01日 3 点赞 0 评论 1874 浏览
机械加工容易出现的误差原因 加工误差的大小反映了加工精度的高低。而机械加工误差产生的主要原因有以下几点。机床的制造误差机床的制造误差主要包括主轴回转误差、导轨误差和传动链误差。主轴回转误差是指主轴各瞬间的实际回转轴线相对其平均回转轴线的变动量,它将直接影响被加工工件的精度。主轴回转误差产生的主要原因有主轴的同轴度误差、轴承本身的误差、轴承之间的同轴度误差、主轴绕度等。导轨是机床上确定各机床部件相对位置关系的基准,也是机床运动 文章 2022年11月30日 0 点赞 0 评论 1241 浏览
机械加工中零件加工的要求总结 一、零件的轮廊解决1、未注形状公差应合乎GB1184-80的规定。2、未注长短规格容许误差±0.5mm。3、未注圆弧半经R5。4、未注倒圆角均为C2。5、钝角倒钝。6、锐边倒钝,除去毛边毛边。二、零件金属表面处理1、零件加工表层上,不需有刮痕、擦破等损害零件表层的缺点。2、生产加工的外螺纹表层不容许有黑皮肤、磕磕碰碰、乱扣和毛边等缺点。全部必须开展喷涂的钢材制品表层在上漆前,务必将锈迹、空气氧化皮 文章 2022年11月30日 0 点赞 0 评论 1332 浏览
加工中心使用单晶刀片加工和加工方法 单晶刀具是目前超精密加工领域的主要切削刀具,其切削刀具一般质量大于0.19,最小径长不小于2mm,可实现镜面加工,可以加工出极高的工件精度和极低的表面粗糙度,切削出来的效果非常光亮,是公认的、理想的超精密加工刀具。单晶刀具有天然和人造两种,天然单晶金刚石数量少,价格昂贵,主要用于高精密的光学领域等。1、单晶刀具的性能优势(1)单晶金刚石刀具具有极高的硬度(10000HV),从而获得良好的耐磨性;( 文章 2022年11月29日 0 点赞 0 评论 1857 浏览