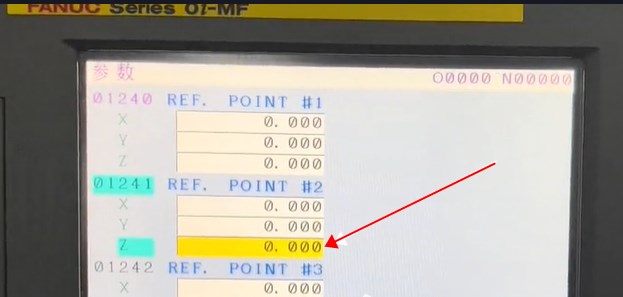
FANUC加工中心Z轴换刀点,一般都是第二参考点,测出正确换刀点的机床坐标偏差值,送到第二参考点的参数(1241)里就行。
设定第二参考点过程:
①将Z轴回零后,MDI模式下运行“M19”指令开启主轴定向。将“写参数”的值“0”改成“1”,关闭系统参数写入保护。
②到刀库设备上方,首先释放机械臂马达刹车,再用扳手逆时针电机螺母将刀库机械臂转至主轴下方。如下图所示位置:

如果有误差就将机械臂转至正常位置,机床报警消失后,在手轮模式将根据自身判断Z轴调整合适位置。一般来说是有固定值的,可以联系机床厂家咨询。
因为每次没电丢失原点,设置参考点后会影响1241第二参考点的Z轴数据。所以能不能每次设置参考点都在同一位置,即每次极限位置反向偏移一个固定的值即可。网上还有限定第二坐标更改的参数因为没有验证过所以就不说了。


发表评论 取消回复