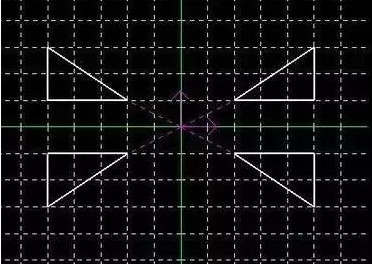
Fanuc加工中心G51.1镜像指令 指令格式:G51.1 XYZG50.1G51.1建立可编程镜像指令;G50.1取消可编程镜像指令;X、 Y、Z为镜像中心的坐标值或镜像轴;编程案例:主程序O1G90G54G40G0Z100M3S3000X0Y0M98P2G51.1X0M98P2G51.1Y0M98P2G50.1X0M98P2G50.1Y0M5M30子程序O2G0X20Y10Z5G1Z-5F25G1X50F5 文章 2023年04月11日 3 点赞 0 评论 4901 浏览
FANUC加工中心编程极坐标G16实例 极坐标编程是一种在数控编程中常见的坐标转换方式,特别适用于处理圆周或角度相关的加工任务。它将通常的笛卡尔坐标(X,Y)转换为极坐标(半径和角度),这种方式在加工圆形或有旋转对称性的零件时非常有用。下面是一个详细的极坐标编程案例,用于在圆周上钻孔。案例:在圆周上均匀分布钻6个孔假设我们需要在一个直径为100mm的圆周上,均匀分布钻6个孔,孔的中心在圆周上,孔的深度为10mm。使用极坐标编程可以简化这 文章 2024年10月22日 4 点赞 0 评论 7561 浏览
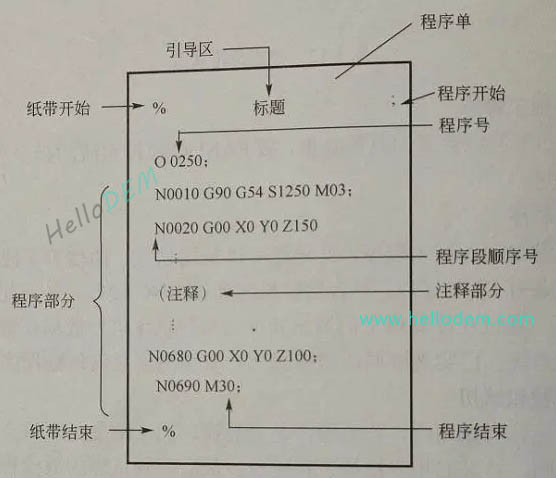
Fanuc数控程序中百分号%表示什么意思?程序组成 数控程序所用字符的编码国际上通用有两种代码,EIA码(美国电子工业协会)和ISO码(国际标准化协会),FANUC系统数控程序格式基本上采用国际标致,一般数控系统都能识别这两种码。①纸带开始。用符号%表示NC程序文件开始,当程序使用个人计算机输入时不需要标记符号。此符号标记不在屏幕上显示,当文件输出时候,其自动的输出在文件的开头。②引导区。在程序之前进入的文件头为引导部分,如程序文件的标题等。当文件 文章 2023年05月07日 3 点赞 0 评论 7603 浏览
刻字宏程序使用系统变量读取加工日期 法拉克系统日期的变量为:日期变量:#3011(读取系统当前的日期)时间变量:#3012(读取系统当前的时间)用局部变量引用系统变量比如#1=#3011,(假如今天是2025年3月6日)机床执行此段后,#1=20250306下取整FIX):舍去小数点以下部分上取整(FUP):将小数后部分进位到整数部分#1=#3011;(把当天#3011的值转存到#1中,执行后#1=20250306) 文章 2025年03月06日 3 点赞 0 评论 1952 浏览
FANUC加工中心报警电池电压0,须回参考点 机床长时间不用电池没电,再次开机出现上图报警。这是两个报警首先处理电池电压0,在开机带电状态下换上电池。其次解决“APC报警:须回参考点”目前状态是由于机床电池电压为0导致位置参数丢失,APZ数据显示为“0”,须重新设置原点。操作步骤如下:1、在MDI模式将参数写入改为“0”。2、在SYSTEM搜索‘1815’,观察xyz三轴数据APZ是否为03、在手轮模式下,分别将XYZ三轴移至硬限位后相反方向 文章 2023年09月08日 6 点赞 0 评论 7003 浏览
FANUC加工中心换刀点设置 FANUC加工中心Z轴换刀点,一般都是第二参考点,测出正确换刀点的机床坐标偏差值,送到第二参考点的参数(1241)里就行。设定第二参考点过程:①将Z轴回零后,MDI模式下运行“M19”指令开启主轴定向。将“写参数”的值“0”改成“1”,关闭系统参数写入保护。②到刀库设备上方,首先释放机械臂马达刹车,再用扳手逆时针电机螺母将刀库机械臂转至主轴下方。如下图所示位置:如果有误差就将机械臂转至正常位置,机 文章 2023年09月13日 0 点赞 0 评论 10269 浏览